联系人:娄经理
手机:15903068086
电话:15993076532
传真:0373—5089086
QQ:511595460
网址:www.hnxhjmjx.com
邮箱:511595460@qq.com
地址:河南省新乡市凤泉区共产主义大桥往北2公里特警支队对面
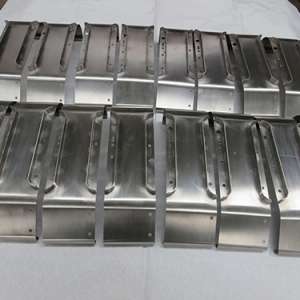
新乡钣金件加工在进行钣金件加工的过程中可能会遇到加工件折弯边不平直,并且尺寸也不稳定的现象,那么导致这种情况出现的原因可能是因为在设计该产品时没有安排预折弯工作或者压线工作,同时也可能是由于材料的压料力达不到,或者是由于产品折弯受力不均匀。
进行钣金件加工的过程中也可能会遇到加工件在进行折弯后其表面出现擦伤现象,而这种情况出现的原因则是由于原材料的表面光滑程度不够导致的,同时也有可能是因为加工件在进行折弯时其弯曲间隙太小导致的。
进行钣金件加工的过程中还有可能出现加工件的弯曲角处有裂缝,这是由于在进行加工件折弯的过程中其弯曲半径过小而导致的,同时也有可能是因为加工件原料的纹向与弯曲线呈平行状态导致的。
冲裁件毛刺
产生原因:模具冲裁间隙太大、太小或不均匀;冲压模具工作部分刃口变钝;凸模和凹模由于长期的受振动冲击而中心线发生变化,轴线不重合,产生单面毛刺。
新乡钣金件加工预防对策:保证凸凹模的加工精度和装配质量,保证凸模的垂直度和承受侧压力及整个冲压模要有足够的刚性;在安装凸模时要保证凸凹模的正确间隙并使凸凹模在模具固定板上安装牢固,上下模的端面要与压力机的工作台面保持相互平行。要求压力机的刚性要好,弹性变形小,道轨的精度以及垫板与滑块的平行度等要求要高;要求压力机要有足够的冲裁力。