联系人:娄经理
手机:15903068086
电话:15993076532
传真:0373—5089086
QQ:511595460
网址:www.hnxhjmjx.com
邮箱:511595460@qq.com
地址:河南省新乡市凤泉区共产主义大桥往北2公里特警支队对面
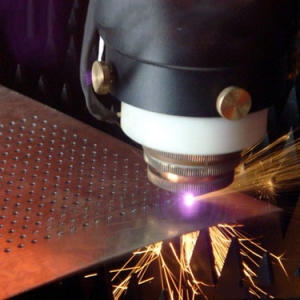
激光切割加工疑难杂症有哪些?看这里就知道了!
激光切割加工技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。现代的激光成了人们所幻想追求的“削铁如泥”的“宝剑”。
激光切割过程中的常见问题
不锈钢类:(焦点为 )(离焦量根据板厚调整)
①:焦点越上它的切割面越亮。
②:下表面挂硬渣是:焦点太上、速度太慢、气压太小。
③:焦点越下它的切割面越粗糙。
④:下表面挂软渣是:焦点太下、速度太快、气压过大、功率过高。
⑤:切不透是:焦点不对、功率过低、速度太快。
碳钢类:(焦点为 )(离焦量根据板厚调整)
下表面挂硬渣是:
①:焦点太下;②:气压太小;③:功率过小;④:速度太快。
切割面粗糙是:
①:焦点太上;②:气压太大;③:功率过大;④:材料问题。
激光切割加工切割喷嘴与镜片的选择(切割参数)
一:激光加工切割碳钢时喷嘴与镜片的选择:
①:镜片的选择:
切割1-8mm的碳钢时选用(5英寸)的镜片。
切割8-10mm的碳钢时选用(7.5英寸)的镜片。
②:喷嘴的选择:
切割1-6mm的碳钢时选用(Φ1.4)的喷嘴。
切割6-10mm的碳钢时选用(Φ2.0)的喷嘴。
二:切割不锈钢时喷嘴与镜片的选择:
①:镜片的选择:
切割1-4mm的不锈钢时选用(5英寸)的镜片。
切割4-6mm的不锈钢时选用(7.5英寸)的镜片。
②:喷嘴的选择:
切割1-3mm的不锈钢时选用(Φ1.5)的喷嘴。 切割时(氮气压力)10㎏-13㎏
切割3-4mm的不锈钢时选用(Φ2.0)的喷嘴。 切割时(氮气压力)13㎏-15㎏
切割5-6mm的不锈钢时选用(Φ2.5)的喷嘴。 切割时(氮气压力)14㎏-16㎏
激光加工所用气体的种类和作用
空气:①:作为切割气体使用 ②:作为冷却切割头使用 ③:作为光路内部除尘使用(保护镜片延长镜片的使用时间)
普氧:作为切割碳钢的气体(助燃性) 纯度99.5%
纯氮:作为切割不锈钢的气体(冷却性) 纯度99.9% (切割碳钢速度为3/4)
高纯氮:作为激光器的使用气体 纯度99.999%
高纯氦:作为激光器的使用气体 纯度99.999%
高纯二氧化碳:作为激光器的使用气体 纯度99.999%